
轴承的尺寸公差检测方法
2019-12-25 20:31:53 点击:
卷制类轴承尺寸公差检测方法
Wrapped Bushing DimensionalInspection
卷制类产品的制造工艺决定了开口缝的存在,使得产品在自由状态下没有很好的圈整度,同时
轴套外径和座孔之间为过盈配合,轴套要最大限度地适应座孔的形状,因此不能在自由状态下
直接测量产品的内外径而必须使用特殊的测量仪和设备才能检测; ISO3547 标准第 2 部分中对
卷制类产品的公差检验作了明确的规定,包括:
检验方法 A: 哈夫规检验外径;
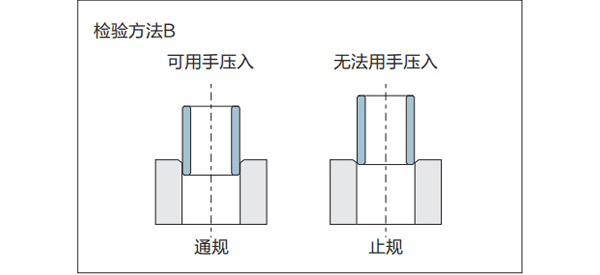
检验方法 B: 止通规检验外径;
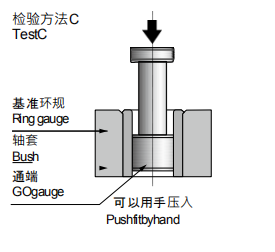
检验方法 C:止通规检验内径;
检验方法D: 测量尺检验大规格产品外径
以及替代检验方法C的壁厚检验方法, 壁厚检验方法和检验方法C不能同时使用。
 外径检验方法 Externaldiameter test methods
外径检验方法 Externaldiameter test methods 检验方法A (ISO3547-2: TestA)
采用如下视图的上下两哈夫规对外径进行检验,检验时产品的开口缝朝上哈夫规相向施加检验载荷 Fch, 该载荷使卷制轴套能够按符合要求的方式就位于检验模。 检验中, 由于弹性变形卷制轴套外径会变小但不会产生永久变形。 产品的外径可以通过检验模之间的距离Z的变化量△Z来计算。 检验方法B(ISO3547-2: TestB)
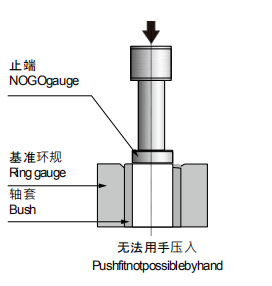
检验采用两个环规即通规和止规,用手以最大力 250N 可将轴套推入并通过通规;在相同情况下无法进入和通过止规。在某些情况下检验精度可能受到影响,比如轴套不圆或闭合开口缝的力本身已超过250N,此时建议采用检验方法A 或测压入力或壁厚相结合的检验方法。 检验方法C (ISO3547-2: Test C) 将轴套压入基准环规后检查轴套的内径,内径的检测可以采用三点测量装置或通、止塞规检验。从实际使用考虑一般建议采用通、止塞规检验,此时在用手最大推力不超过250N时通端塞规可以通过轴套内孔,在相同情况下止端塞规应当无法通过轴套内孔。当轴套压入基准环规后,轴套外径可能会引起永久变形而无法正常使用。 壁厚检测方法 Wall Thickness test method
作为检验方法C的替代方案两则不能同时使用, 壁厚根据轴套尺寸在轴向进行测量。 止推片检验方法 Thrust washer testmethod
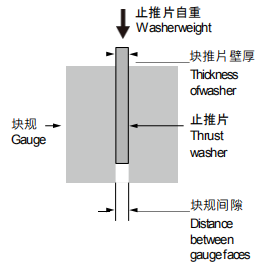
除了厚度公差以外, 垫片的平行度对于垫片和对磨件的使用寿命同样重要。 我们使用比较有效的检验方法来检测垫片的平行度, 让垫片依靠自重来通过两个平行块; 当然平行块必须大于垫片本身的规格。 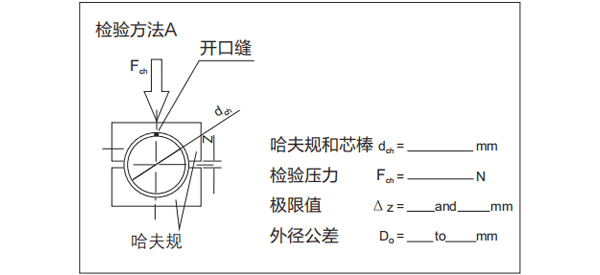

- 上一篇:轴承的的安装和注意事项 2019/12/25
- 下一篇:没有啦